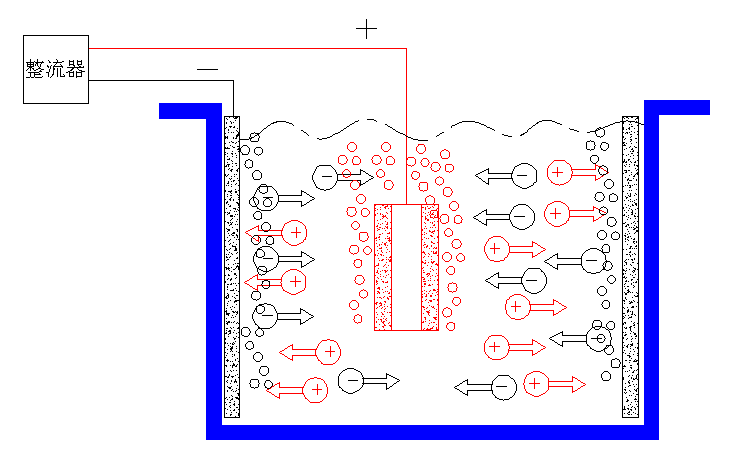
电解抛光也叫电化学抛光,是将抛光工件放入配置好的电解抛光液中并作为阳极,用耐蚀导电性能良好的材料(如:铅板)作阴极,在通以直流电(整流器将380V的交流电转变成0~15V的直流电)后,工件表面发生选择性的阳极溶解现象。根据尖端放电的原理,工件表面微小凸出部位优先溶解,然后溶解产物和抛光液组成了高电阻的粘稠性粘膜,微小凸出部位的膜层薄,电阻小、电流密度大,从而保持较大的溶解速度,而凹洼部位被黏性物质填平,溶解的膜层厚、电阻大、电流小,所以溶解缓慢。
与此同时电解抛光液都是由强氧化性物质组成,使得在抛光过程中金属表面不断生成氧化膜,而由于阳极电流的作用,氧化膜又不断被溶解,由于电流分布与膜液的关系使得微小凸出部位的氧化膜的生成和溶解速率都大于凹洼部位,这些作用经过一定的时间后,微小凸出部位被逐渐溶解削平,直至消失,使原来凹凸部位基本达到一致,工件的表面显示平滑光亮,从而达到抛光的目的。
 订购热线:400 881 6105 /0769-87633321
订购热线:400 881 6105 /0769-87633321 | 电化学抛光法 | 机械抛光法 |
| 1、通过电抛光的方法使金属表面平滑光亮 | 1、通过切削、变形和磨耗使金属表面平滑光亮 |
| 2、电解后表面易形成神机获客膜 | 2、表面引起结晶破坏,无神机获客膜形成 |
| 3、电解后表面形成等电势表面,不易粘手印 | 3、表面带电荷易粘手印和吸附灰尘 |
| 4、形状复杂、细小的工件都可以处理 | 4、难以抛光这一些工件 |
| 5、速度快、产量大,容易满足自动后生产 | 5、速度慢、生产效率低,难以自动化。成本高 |
| 6、大于10丝以上的加工纹路难以处理彻底 | 6、处理后不留痕迹 |
1、电解抛光槽:
电解槽可用聚氯乙烯(PVC)或聚丙烯(PP)硬板焊接而成(因为PP料具有高强度、耐化学腐蚀,耐高温的特点,而电解液密度较大,达1.7以上,故需在外侧做加固处理),其上装有三根电极棒(中间为阳极,接整流器正极,两侧为阴极,接整流器的负极,槽上应装有加温和冷却设备(加温设备可使用石英管或钛加热管;降温设备可采用装冷水的不锈钢管或钛管或耐蚀耐高温的塑胶管)
2、整流器:电解整流器可选用可控硅型和脉冲型,按冷却方式可以分为风冷和水冷两种(一般是0~15V,也有0~12V)
3、夹具:
3.1挂具的选择:一般采用挂钩是紫铜材料,槽液下面是钛,因为紫铜导电性能良好,钛具有一定弹性、刚性、耐蚀性,使用寿命长,且钛离子进入槽液无不良影响。
3.2夹具的导电性能:批量电解时所用的电流密度较高,一般情况下,一槽电流可以达到数千安,所以设计夹具时要考虑零件所用最大电流能通过夹具的导电板而不至于出现发烫的情况,导电板与零件的接触点一定要紧密牢固,在抛光过程中不得松动,以免因接触不良而出现打火而使产品出现挂印、烧点的现象。
4、抛光槽液面高度:
因为在电解抛光过程中,有时药水会因保护不慎而吸水或因生产过程中产生大量泡沫,因此必须给槽体留有足够的上溢空间,抛光槽液面高度应比槽总高度低150~200mm,在设计高度时,根据最大抛光零件长度(a),(如果是小件产品,可以根据挂具的高度b),距槽底100mm,距液面水平面50mm,液面水平面距槽口150~200mm,可以大概求得槽液的高度H=a/b+300~350mm。
5、阴阳极之间的距离:
阴极与阳极之间的距离过大,电阻增大,电能消耗增大,溶液容易升温,影响抛光质量;距离过小,易造成短路打火,烧黑产品,所以阴阳极之间的距离以100~350mm为宜(以不碰壁为原则)。
6、阴极板的宽度及厚度:阴极板一般采用宽度为20~30公分的板材,每隔10~20公分挂一块即可。电解抛光的阴极材因为要进行定期清洗的,所以在选用阴极材料的时候阴极不宜过重(即厚度不宜过厚,达到0.3公分以上厚度即可),以方便取出清洗。
7、整流器、电解槽大小的设计:
7.1电解槽尺寸的设计是根据客户每天的需求生产量、产品的大小、上挂的方式、电解时间等因素来综合考虑设计。(设计举例)
7.2整流器大小的设计是根据槽体的大小而定的,根据凯盟公司多年的电解经验,整流器的大小一般是:V槽*1.5*1000.(但是考虑到客户实际生产的长时间操作,需要最少预留500A的负载空间,以保证整流器能充分工作)


 订购热线:400-881-6105
订购热线:400-881-6105  电话:0769-87633321
电话:0769-87633321